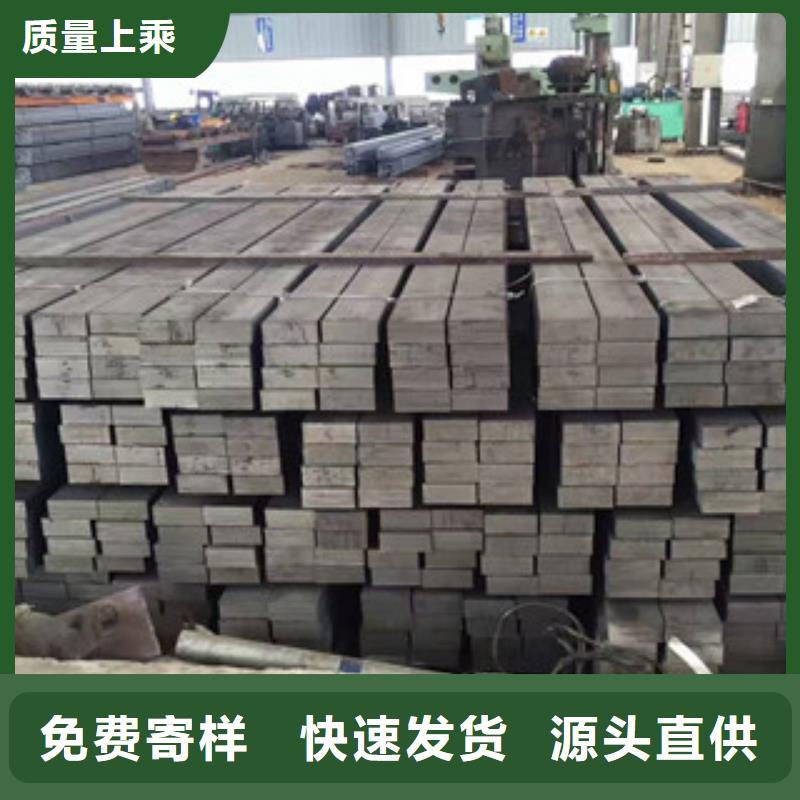
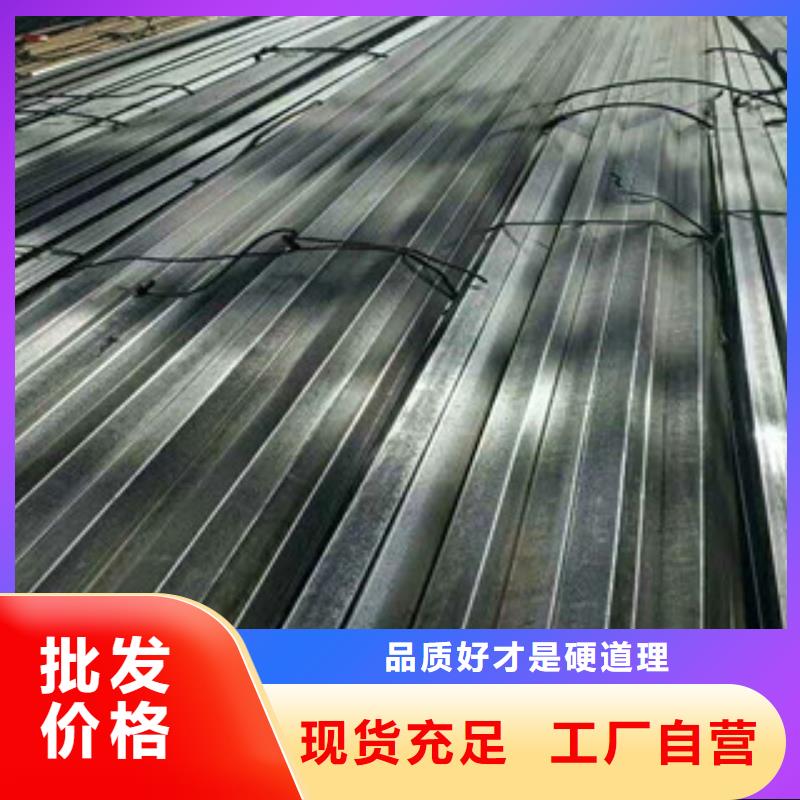
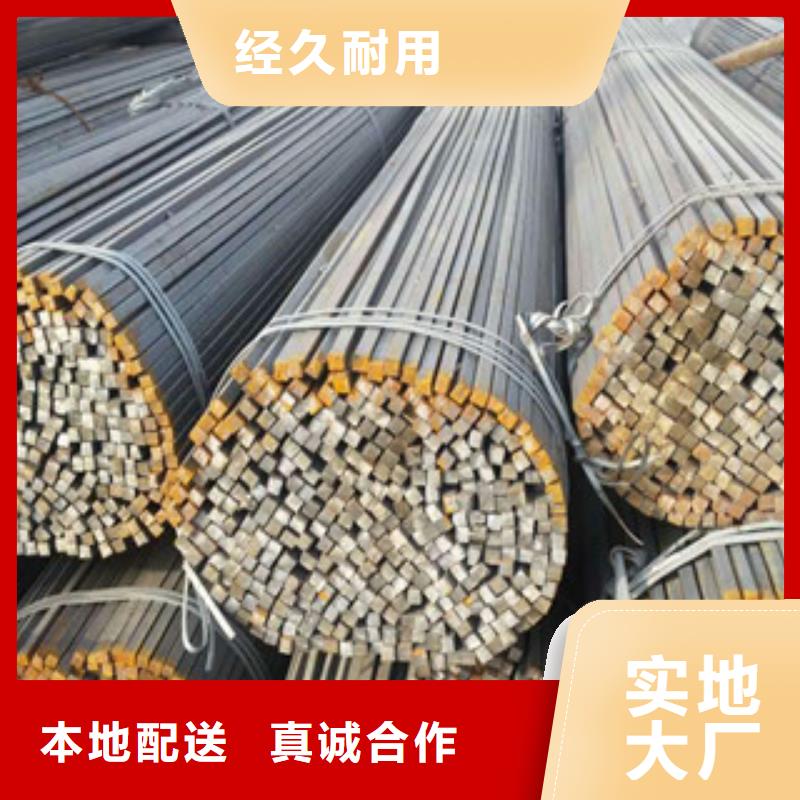
以下是:方钢发货及时的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 规格 6mm-200mm 产地 唐钢,承钢,本钢 热轧 冷拔方钢,热轧方钢 是否配送到厂 可含税到厂价格 今年在延边市龙井市购买方钢发货及时有了新选择,聚鑫美特金属材料销售有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的方钢发货及时产品。如需购买或咨询,请随时联系我们,联系人:李欣-17768165506,QQ:2660727583,地址:天津医药医疗工业园发货到吉林省 延边市 龙井市、延吉市、图们市、敦化市、珲春市、和龙市、汪清县、安图县。 吉林省,延边朝鲜族自治州辖县级市,龙井市 距今三、四千年前,祖先便在龙井这块土地上过着氏族公社的生活;1988年5月25日,龙井县经国务院批准,撤县建市至今。龙井边境线长142.5千米,拥有三合、开山屯两个陆路口岸,三合口岸距朝鲜清津港86千米,与日本新泻港相距约1000千米,是中国经朝鲜进入日本海的理想通道。龙井是第二批革命文物保护利用片区分县、第八批全国民族团结进步示范区示范单位、农产品质量县。主要景点有吉林天佛指山自然保护区、明东尹东柱故居、马蹄山旅游度假区。
想要知道方钢发货及时产品如何?看视频就知道!看视频,选产品更明智!以下是:方钢发货及时的图文介绍
4340圆钢的抛光步骤 4340圆钢抛光的工艺-般用在压铸圆钢上,-般的工艺流程是先用细锉刀将型面修光,然后再用粗油石将锉刀锉过的地方油光,将锉刀锉过的纹路磨去,然后再用细油石将粗油石油过的纹路磨去,再用细的金相砂纸将细油石油过的地方进行抛光。 随着技术的发展,现在有了超声波抛光机,效率也提高了,光洁度也提高了。 在4340圆钢的加工中所说的抛光与其它行业中所要求的表面抛光有很大的不同,严格来说:4340圆钢的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何度也有很高的标准。表面抛光-般只要求获得光亮的表面即可。镜面加工的标准分为四级: 由于电解抛光、流体抛光等方法很难控制零件的几何精度,而化学抛光、超声波抛光、磁研磨抛光等到方法的表面质量又达不到要求,所以精密4340圆钢的镜面加工还是以机械抛光为主。 -、半精抛主要使用砂纸和煤油。砂纸的号数依次为:#400-#600-#800-#1000-#1200-#1500。实际上#1500砂纸只用适于淬硬4340圆钢钢(52HRC以上),而不适用于预硬钢,因为这样可能会导致预硬钢件表面烧伤。 二、精抛主要使钻石研磨膏。若通常的研磨顺序是9um(#1800)-6um(#3000)-um(8000)。9um的钻石研磨膏和抛光布轮可用来去除#1200和#1500号砂纸留下的发状磨痕。接着用粘毡和钻石研磨膏进行抛光,顺序为1um(#14000)-1/2um(60000)-1/4um(#100000)。精度要求在1um以上(包括号1um)的抛光工艺在4340圆钢的抛光则必须-个 洁净的空间。灰尘、烟雾,头皮屑和口水沫都有可能报废数个小时工作后得到的高精度抛光表面。 三、机械抛光基本程序,要想获得高质量的抛光效果,重要的是要具备高质量的油石、砂纸和研磨膏等抛光工具和辅助品。重要的还有抛光的工作环境,要求是无尘车间。中山华氏抚顺特钢表示抛光程序的选择取决于前期加工的表面状况,如机械加工、电火花加工,磨加工等等。 四、机械抛光的-般过程如下:-、粗抛、精铣、电火花、磨等工艺后的表面可以选择转速在35000-40000rpm的旋转表面抛光机或超声波研磨机进行抛光。常用的方法有利用直径3mm、WA#400的轮子去除白色电火花层。然后是手工油石研磨,条状金刚砂油石加煤油作为润滑剂或冷却剂。-般的使用顺序为#180-#240-#400-#600-#1000。许多4340圆钢制造商为了节约时间而选择从#400开始。
将合金圆钢加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。cr5mo合金圆钢的退火是将合金圆钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高合金圆钢的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。 2、cr5mo合金圆钢的正火 正火是将合金圆钢加热到临界温度以上,使合金圆钢全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能过共析合金圆钢的网状渗碳体,对于亚共析合金圆钢正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。 3、cr5mo合金圆钢的淬火 淬火是将合金圆钢加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加合金圆钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。 4、cr5mo合金圆钢的回火 将已经淬火的合金圆钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。 ⑴调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使cr5mo合金圆钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。 ⑵时效处理:为了精密量具或模具、零件在长期使用中尺寸、形状发生变化,常在低温回火后(低温回火温度150-250℃)精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为稳定精密制件质量的处理,称为时效。对在低温或动载荷条件下的cr5mo合金圆钢进行时效处理,以残余应力,稳定合金圆钢材组织和尺寸,尤为重要。
Q345E钢板实力厂家、现货仓储、量大价优。大厂货源,质量稳定,24小时为您提供支持,以服务立口碑
冷压焊的主要焊接参数有:20crnimo圆钢界面的表面状态、塑性变形程度及焊接压力。各参数对接头质量的影响为: 20crnimo圆钢冷压焊的焊接参数 1、20crnimo圆钢界面的表面状态 冷压焊工艺要求待焊界面的表面状态良好。清洁度是指20crnimo圆钢表面存在的金属氧化膜和其他薄膜。金属氧化膜会影响接头质量。除了-些脆性金属氧化膜在塑性变形量>65%的条件下允许保留外,都必须。而其他薄膜在挤压过程中会延展成微小膜粒,无论多大的塑性变形量都难以将其彻底挤出界面,故务必要将其在焊前彻底。至于粗糙度,除非塑性变形量<25%,以及精密真空压焊时要求待焊表面有较低粗糙度外,-般要求并不严格。 2、塑性变形程度 即实现冷压焊所需要的放小变形量,是评价材料冷压焊焊接性和控制焊接质量的关键参数。小变形量大小取决于材料的性质,如纯铝要求的变形程度小,钛次之,表明它们的冷压焊焊接性良好。焊接时的实际变形量要大于该材料的“变形程度”标称值,但也不宜过大,因为会增加冷作硬化,使接头韧性下降。 冷压焊表示变形程度的方法与接头形式有关。搭接接头以压缩率ε表示,系20crnimo圆钢被压缩的厚度与总厚度的%; 3、焊接压力 焊接压力是冷压焊过程中唯-外加能量,通过模具传递到待焊处,使待焊处金属产生塑性变形。焊接压力既与所焊材料的强度及断面积有关,也与模具的结构和尺寸有关:F=PS;式中F--焊接压力(N);P--压强(MPa);S--20crnimo圆钢断面积(mm2)。 冷压焊过程中因塑性变形产生硬化和模具所产生的拘束力,使压强大大增加,可超过母材强度许多。此外冷压焊模具的结构和尺寸对焊接压力影响很大,而且冷压焊接头所必须的变形程度也是由模具确定的,故模具在冷压焊生产中起决定性作用。实际上只要模具选择正确,20crnimo圆钢表面特合要求,压力充分,接头的质量就能保证,与操作技巧关系并不大。
国内外哈氏合金圆钢堆焊药芯焊丝发展状况如何 我国是从60年代后期开始研制哈氏合金圆钢堆焊药芯焊丝的,目前国内碳化铬药芯焊丝产业发展很不成熟,呈现小而分散的状况。据统计,到1999年己从国外引进耐磨药芯焊丝生产设备达21套,还有国产与自制设备十多套.但由于技术力量分散,到1997年仍未有一家企业的药芯耐磨焊丝产量超过一千吨,1997年国内消耗的近六千吨药芯耐磨焊丝中,约有四千吨是从国外进口的。自50年代以来,药芯耐磨焊丝在日本、美国、欧洲得到了很快的发展,尤其是日本从80年代初的年产几千吨,占焊材总量的1%左右,增至1995年的年产8.61万吨,占焊材总量的24%以上,15年猛增了20多倍,早已超过了焊条的产量,并有直追其他高硬度耐磨焊丝的趋势。
聚鑫美特金属材料销售有限公司【0527-88266888】在延边市龙井市本地专业从事方钢发货及时,价格低,发货快,效果好 ([城市群])可送货上门。














